
SimplyCam V2. Documentation
- SimplyCam V2
- Interface
- Toolbars
- Vectorization
- Settings
- Toolpath Manager
- Toolpaths
- Tutorials
Contour Parameters
This dialog contains the parameters specific for the Contour toolpath.
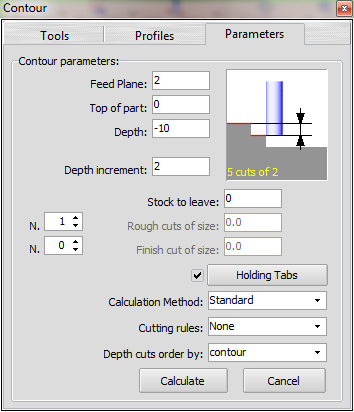
Feed Plane
The parameter sets the Z coordinate at which the tool moves at rapid traverse (G0).
From this position, the tool moves in Z to enter into the workpiece, with feedrate (G1).
The "Feed Plane" parameter also sets the Z coordinate at which the tool retracts, after the processing, or before performing the move rapidly between the various profiles of the working or between the different operations (absolute).
Top of Part
This parameter sets the Z coordinate of the upper surface of the workpiece/material (absolute).
Depth
This parameter sets final machining depth (absolute).
Depth Increment
Sets the maximum value of material removed for each Z cut.
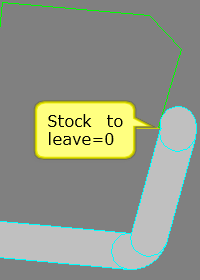
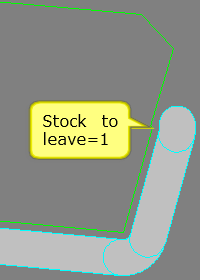
Stock to leave
Sets the value of material to leave (or remove) on the profile; example, to perform a subsequent finish pass with another tool.
A positive value leaves the material.
A negative value removes material.

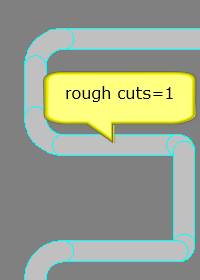
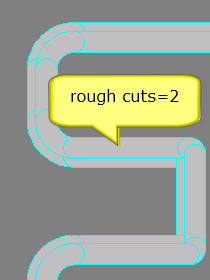
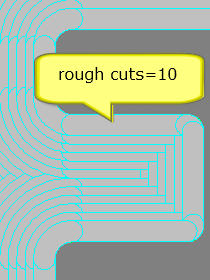
Number of rough cuts / Rough cut size
Set the number of rough passes and the amount of material to remove for each rough pass.
Number of finish cuts / Finish cut size
Same to the previous parameter "Rough cuts". Allows stock removal different between roughing and finishing cuts.
Tab
This parameter allows, in case the machining removes all the material around it, to set the supports in the chained geometry, to avoid the detachment of the part.
More information ....
Method of calculation:
Defines the algorithm used in the calculation of contour machining. There are three modes:
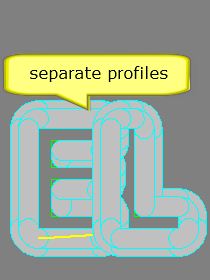
- - Standard:
-
Each profile is calculated individually.
Fast calculating with complex contours by a lot of information.
Are allowed Tab
Is allowed the starting point.
Use the machining tolerance for the calculations.
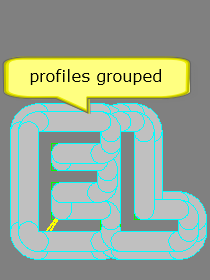
Only one profile at a time is controlled and maintained intact. - - Group profiles:
-
All profiles defined for the machining, are grouped as a single object before the calculation.
The adjacent profiles defined in the selection, are controlled and maintained intact.
Fast calculating with complex contours by a lot of information.
Use the machining tolerance for the calculations.
Are still not allowed Tab
We currently do not use the starting point defined in the chain. - - Pairwise Algorithm:
-
Very precise toolpath generation, does not use the approximation of the machining tolerance.
Each profile is calculated individually.
Are allowed Tab
Is allowed the starting point.
Slower in the calculation with complex contours by a lot of information.
Fails with lots of small entities, overlapping or self-intersecting.
Only one profile at a time is controlled and maintained intact.
Cutting Rules
This parameter determines the type of optimization in the execution of the cuts, when multiple profiles are defined.
- none
- No optimization is applied to the toolpath.
- - Shortest path:
- With this option, SimplyCam creates the shortest path between the various profiles.
- - All inside first:
- SimplyCam performs before cuts inside profiles and then cuts outlines. Useful when the whole piece, composed of more than one profile, is cut and would lack external support.
- - Layer priority:
- SimplyCam performs the cuts, in the increasing order, with which the geometric profiles are stored on graphic layers. First will be cut profiles lying on Level 0, then the profiles lying on level 1, etc.. etc..
Depth cuts order by:
This parameter determines the Z cuts order, when multiple profiles are defined.
- Contour
- Removes all material of a profile (performs all cuts in depth), then proceed with the next profile (all the cuts in depth), repeated for all profiles.
- - Depth:
- SimplyCam removes all material from all the profiles to the current Z depth, then proceeds with the removal of all the material to the next Z depth.
Calculate button:
Performs the calculation process of the Contour toolpath, using the profiles chained and the current parameters defined.
Copyright ©2013 MR-Soft - SimplyCam version 2.3.0 - Help file built on 30/01/2013